【ISTANBUL】Agop Cymbals的历史
我们的创始人Agop Tomurcuk , 1941年出生在土耳其伊斯坦布尔. 在Samatya长大的他, 9岁时就跟随着他的哥哥Oksant和Garbis, 开始在土耳其唯一的镲片工厂当锻造镲片的学徒. 在那里, Agop学习了很多知识, 达到了完全精通和掌握镲片每一个制造过程的方方面面, 并成为了首席镲片锻造师, 直到1977年公司停止在土耳其生产镲片为止.
感觉”像是离开了水的鱼” , 他在之后的一年多里, 做着各色各样的零活儿, 最后Agop决定继续自己制作有着土耳其的传统手工镲片. 他向周围的人打听一下, 就找到并买下大部分他之前在公司使用过的设备和工具. 他在伊斯坦布尔的Bakırköy-Kartaltepe租了一间小工作室, 在妻子Uskui Tomurcuk的帮助下开始尝试制作一些镲片, 但有限的资源和人力使制作进程变得非常困难
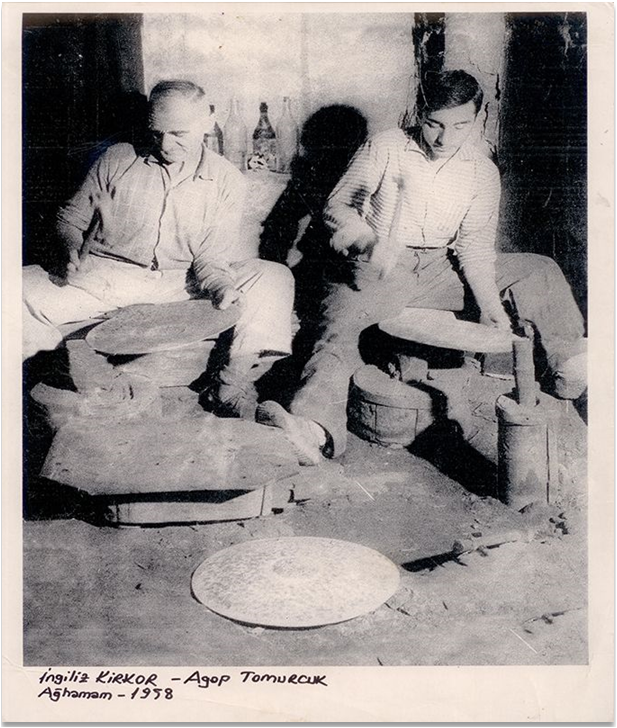
1958 年Agop Tomurcuk在锻造镲片
最终, 他建立了一个规模小, 但设备齐全的工厂, 他哥哥Oksant也作为首席镲片锻造师加入了. 他们开始把镲片销售到伊斯坦布尔Tünel当地的一些音乐乐器店铺, 但是这样的发展前景是非常有限的.
Agop Tomurcuk的朋友Mehmet Tamdeğer知道他们成立了新公司后, 就提议成为新的合作伙伴加入他们. 1980年, 他们成立了Zilciler Kollektif Şti. (英文名是: Cymbal maker Collective), 并把Zilciler的logo用刷涂的方式印在在镲片上. 在之后的两年里, Zilciler开始向国外发展和出口. 很快, 品牌的名字变成了Istanbul. 并在1982年把镲片出口到了美国. 同一年里, Istanbul Cymbals还在美国NAMM Show初次亮相, 并由传奇鼓手Mel Lewis宣布他最爱的手工捶打复古的土耳其镲片”他们回来了”. 之后, Mel就成为了他们第一位代言人, 直到现在他们对于Mel Lewis能成为他们的代言人一直深感荣幸.
1984年, Agop的长子, 是现任的联合总裁之一的Sarkis Tomurcuk, 正式加入公司. 镲片的需求日益增长, 甚至很难完成订单需求.
1986年, Agop的次子, 也是现任的联合总裁之一的Arman Tomurcuk, 也正式加入公司. 从1986年到1996年, Istanbul Cymbals的持续发展速度相当快, 获得了许多来自世界各地的伟大音乐家们的认可和赞赏, 并前来参观工厂. 在那个时期, Elvin Jones, Billy Hart, Tony Williams, Danny Gottlieb, Jack Dejohnette, Art Blakey, Cindy Blackman和很多其他的音乐家们都来过参观工厂.
1992年, Arman完成了他的在英国的学业然后回到了伊斯坦布尔.
1993年, 他参加了法兰克福贸易展会, 并把公司业务扩展到全世界30多个国家.
Elvin Jones
Oksant退休之后, Sarkis成为了公司的首席镲片锻造师. 1996年, 创始人Agop Tomurcuk因不幸的事故去世. 他们爸爸去世后, 兄弟俩离开了工作了16年的旧工厂, 在1997年创建了Istanbul 公司, 进一步区分出自己的Istanbul-Agop品牌镲片, 并在保持传统的基础上, 采用更先进的声音和设计方法, 运用了更多的创新. 到了1998年, 为了扩大他们的声音, 超越传统的爵士镲片, 更好地适应不同范围的现代高音量的音乐(摇滚及金属乐), Alchemy系列面世了.
2004年, Istanbul Agop在伊斯坦布尔以外的地方---美国洛杉矶开设了第一家分公司, 进一步加强与艺术家和鼓手们之间的联系, 和进一步扩大产品乐器的可用性.
2010年, 他们推出了30周年纪念镲片作为会不断致力于传统镲片制作的一种表达方式
2013年, 他们重新设计XIST系列, 让它变成既拥有先进技术又符合传统风格的产品, 然后推出市场, 让各地乐手都能够拥有这样独特的乐器.
2015年, 他们无论到哪都具有最悦耳最多样化的镲片阵容, 有许多当代最具有影响力的著名鼓手为它背书.
生产过程

混合各种元素
这是B20 青铜的开始. B20 青铜合金主要是由80%的铜和20%的锡混合而成的, 而且被称为最适合制作乐器的合金. 他们也是采用质量最好的原材料来生产B20合金的.
他们百年古老的秘密制造方法使得合金强度, 耐用性和弹性都变好. 缺少这个秘密制造方法, 金属就会像玻璃一样很硬但非常易碎. 所以这个秘密制造方法在他们制造乐器镲片的过程中有着极其重要的作用.
生产铸造镲片的第一步, 将适量的金属混合物放进熔炉熔化. 一定的高温可以使铜和锡更好的融合成合金, 并蒸发掉合金中的其他杂质. 然后把合金注入模具打造成为金属铸件.

铸件
将熔炉里熔化后的合金直接倒入模具中. 每个模具中, 合金熔液的量都是不同的, 这取决于镲片的规格. 浇注后, 合金熔液就会开始变硬, 变成我们所说的铸件. 然后我们要非常小心把铸件从模具中取出, 并按照重量进行分组摆放.
然后这些铸件就可以进行下一个步骤---”加热”

加热和碾压
铸件变硬后, 就可以把它放到炉中, 用大概700-800摄氏度重新加热. 每一件铸件都是经由熟练的工匠在烤炉进行均匀加热. 加热后的铸件会开始变软, 然后就可以把它放入轧制机轧制成金属盘. 这些金属盘会重复加热轧制几次直到达到所需的厚度. 这个过程会使金属分子完美结合并且耐用性更强. 然后完成后的金属盘在进入下一步之前会先进行冷却…

镲帽成型
冷却下来的金属盘现在可以准备按压镲帽, 但这个过程金属盘仍然非常易碎和尺寸很大. 在金属盘中间标记好镲帽中心后, 他们又会把金属盘再一次拿去加热软化. 金属盘加热后就会进行镲帽压制, 然后就在镲帽中央打一个导孔. 最后金属盘回火后, 就可以准备进行最重要的一步之一, 退火处理. 把烧得又红又热的金属盘放进冷水里, 这个一热一冷的过程使金属的强度达到了一个新的高度. 现在的B20比之前更耐用, 更有弹性, 更适用于音乐了. 把金属盘切割成适当的大小后, 我们会把切割出来的多余金属回收再利用. 现在这个大小合适的金属盘又可以进入到下一步了.

锤打
这个过程是塑造镲片声音的第一个阶段, 也是最重要的阶段. 锤打都是经由我们的能工巧匠, 利用古老的锤打技术完成的. 这些技术决定了传统土耳其镲片浑厚, 复杂的声音的品质优良. 为了这样的音质, 捶打的过程需要大量的手工制作, 是很艰苦的, 而且要掌握技巧. 因为镲片的轮廓是通过锤打才能成型. 例如一个16”的碎镲就需要经过大概1500下的锤打. 每个金属盘的轮廓都是不尽相同的, 这意味着每一片镲片的锤打都是有差异的. 导致出来的镲片即使是同一系列同一尺寸的镲片, 声音都是独一无二的. 所以每个使用我们镲片演奏的乐手们都能在标准音色中体会到其独一无二的声音.

车削
车削也是决定镲片音色质量很重要的阶段. 它必须由高度熟练的技术人员完成. 车削就是在镲片上加工出来圆形的凹槽车纹, 让镲片上的震动更加自如灵活. 车削也有助于镲片能够削减到其应有的厚度. 根据不同的系列, 车纹的样式类型会不同, 位置也会不同, 有些只在底部或者顶部有车纹, 有些是只在底部或者顶部没有车纹, 有些整体都没有车纹. 这些没有车纹的镲片保持着低沉, 干燥和沙哑的声音. 相比没有车纹的镲片,有车纹的镲片声音更加开放,更持久, 反应更加快. 刀片的类型不同, 削的技术不同和压力水平的不同都可以使B20合金获得不同的声音. 车床加工之后, 工匠都会对镲片的粗糙边缘和中心孔进行打磨工作, 然后进行最后一步…

测试和标签
车床加工之后, 成品镲片会进行最终的测试. 我们的产品专家会负责对每一片镲片进行最后的外观检查和声音测试. 根据不同的系列,一些镲片会先被送去高速抛光机抛光, 使它们看起来更光泽靓丽. 质量认证后的完成品镲片就会被送到压印机. 然后压印机里的沾了油墨的硅胶垫会在镲片上打上公司和产品的logo. 经过一系列的最终检验后. 镲片就可以送到各国市场的展厅和货架上, 提供给全世界的音乐家们演奏.



